










Ascorbic Acid Production

Ascorbic Acid Production
For B2B buyers, ascorbic acid production is not simply a matter of chemistry. Choosing the right manufacturing partner means evaluating quality consistency, process control, documentation, and the supplier’s ability to deliver a stable vitamin C ingredient for finished products at commercial scale. Brands that need a European contract manufacturer for this category can start with our vitamin C manufacturing capabilities, which covers forms, formats, and MOQs in one place.
This guide is written by the Merywood editorial team and reviewed for technical accuracy by a product development and manufacturing specialist with experience in private label supplement manufacturing.
Why Vitamin C Remains in Demand
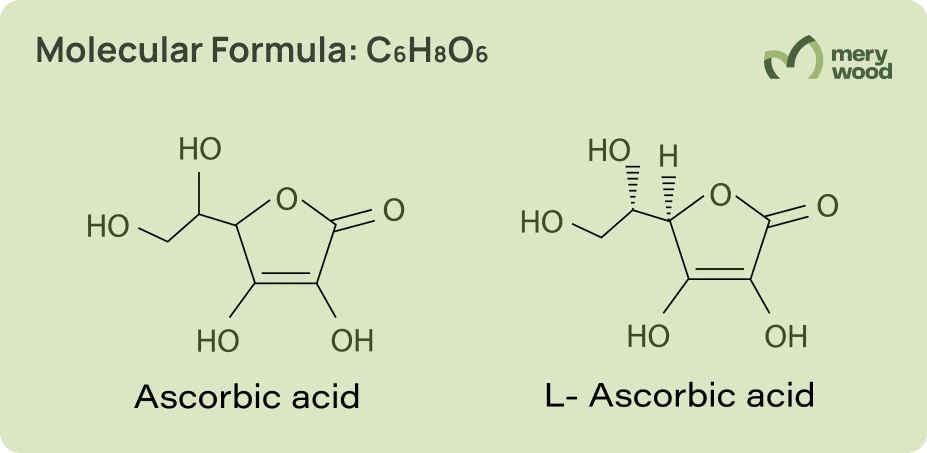
Ascorbic acid, or L-ascorbic acid, remains one of the most important forms of vitamin C because it is an essential nutrient for the human body. It plays a central role in collagen formation, antioxidant defense against reactive oxygen species, and iron uptake in the small intestine. In practical terms, that keeps demand strong across supplements, pharmaceuticals, cosmetics, and fortified food products.
Demand is also supported by its long-established role in public health. Vitamin C deficiency is historically associated with scurvy and long sea voyages, and the topic remains relevant because adequate intake is still important for overall nutrition and health support.

Why the Category Matters for B2B Buyers
The commercial case is strong because ascorbic acid serves several industries at once:
- in the pharmaceutical sector as a dietary supplement,
- in food systems as antioxidant additive E300,
- in cosmetics for antioxidant and brightening support,
- and in animal feed where supplementation can improve stress tolerance, immune response, and performance in some species.
For example, China is widely regarded as the dominant producer of ascorbic acid, and global output is commonly described in industry and research sources as exceeding 100,000 tons per year. That matters for B2B brands because supply continuity, pricing, and lead times are shaped by a highly concentrated industrial production base.
For buyers, the category is worth entering when the manufacturing partner can combine technical depth with commercial discipline: validated specs, repeatable production, stable logistics, and realistic guidance on formulation limits.

Insight: for a brand, the real question is not only how to produce vitamin C, but how to secure dependable quality, documentation, and cost control at industrial scale.
How Is Ascorbic Acid Manufactured?
In broad terms, ascorbic acid can be made in three ways:
- chemical synthesis,
- fermentation,
- or vitamin C extraction from natural sources.
All three routes exist, but they are not equally practical for high-volume B2B procurement. Reviews of the modern industry describe the market as moving toward more bio-based production while still relying heavily on large-scale synthetic and fermentation-based systems.
The shortest technical answer is that most large-volume industrial production starts with glucose or sorbitol as the main raw materials. In plant documentation, these may appear as d glucose and d sorbitol, depending on how the route is described. From there, the molecule is transformed through a combination of catalytic, microbial, and purification stages until it reaches pharmaceutical- or food-grade purity.
This is where route selection becomes commercially important. A buyer may prefer a classic synthetic route for price and supply security, or a fermentation-led route for a more sustainable positioning. A premium brand may also ask about extraction methods and extraction techniques tied to botanical or waste-valorization narratives.
5 Core Stages in the Classic Route
A simplified industrial sequence usually looks like this:
- Start with d glucose or another glucose-based feedstock as the primary raw materials.
- Convert d glucose to d sorbitol by hydrogenation.
- Use microbial fermentation to convert sorbitol into L-sorbose; process teams closely track yield l sorbose at this point because it strongly affects plant economics.
- Convert the intermediate into 2 keto l gulonic acid, also described in technical writing as keto l gulonic acid, which is the key immediate precursor to vitamin C.
- Run the final step of lactonization and purification to obtain l ascorbic acid.
That sequence captures the chemistry underlying the standard explanation of how ascorbic acid is manufactured. Different plants vary in reactor design, purification, solvent handling, and the exact order of selected chemical steps, but the core logic remains recognizable across the industry.
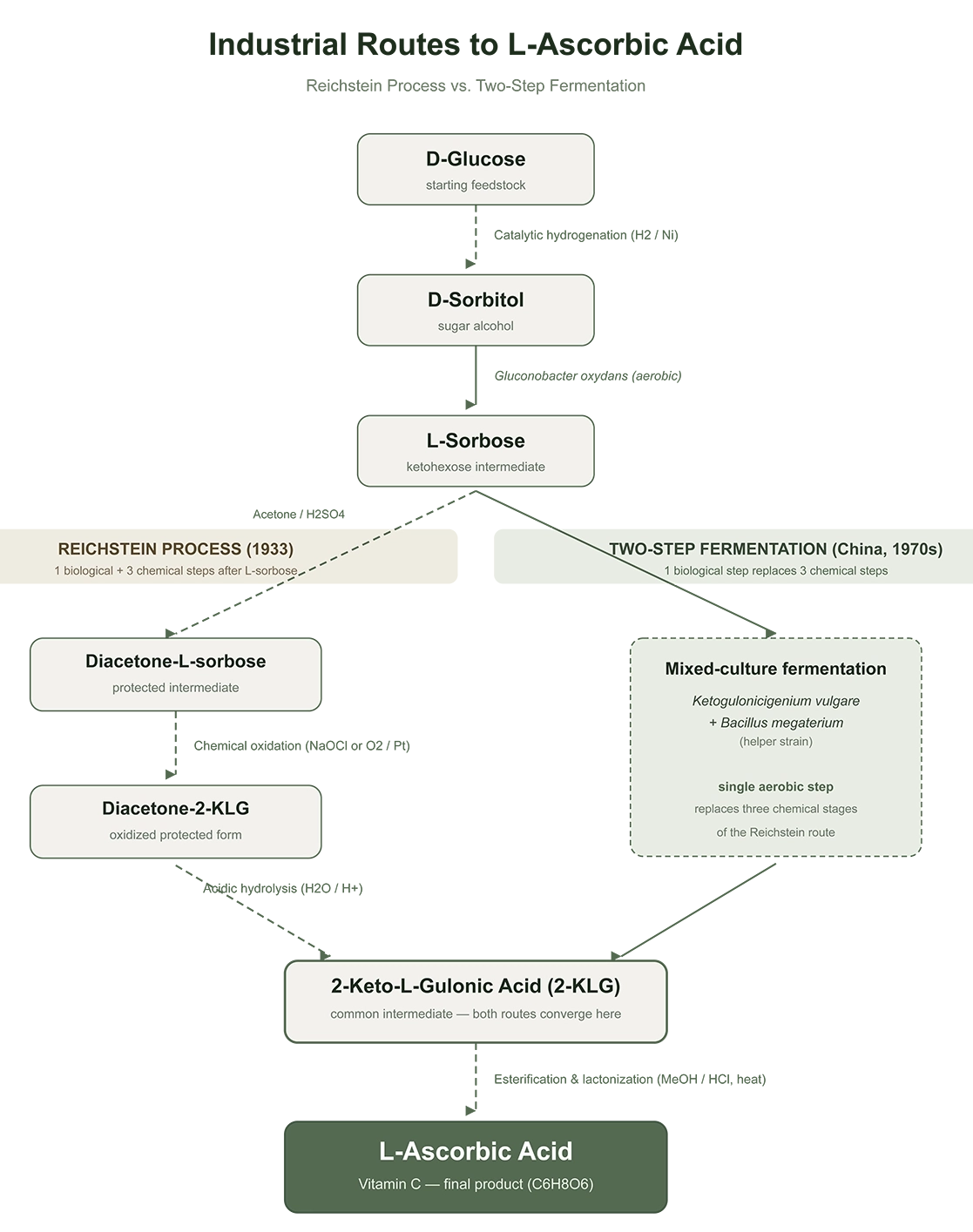
End-to-End Process Map
The diagram below shows where both routes diverge after L-sorbose and where they converge again at 2-keto-L-gulonic acid (2-KLG), the common immediate precursor to vitamin C. For B2B buyers, the value of seeing both routes side-by-side is that it makes the commercial question concrete: the choice of route determines three of the four steps after L-sorbose, and those three steps drive most of the cost, waste, and regulatory profile of the final ingredient.
Legend & process notes
[solid arrow] — Biological step (microbial / fermentation)
[dashed arrow] — Chemical step (catalytic, oxidative, or acid-catalyzed)
Overall process yield (glucose to L-ascorbic acid):
- Reichstein process: ~50% (historical), up to ~60% in optimized modern plants
- Two-step fermentation: ~60-70%, driven by higher bioconversion efficiency from L-sorbose to 2-KLG
Yields vary by plant, strain performance, and downstream purification. Figures are industry-typical ranges, not plant-specific guarantees.
Click the image to enlarge:
Reichstein Process vs. Two Step Fermentation Process
Most buyers have heard both names used interchangeably, but the commercial difference between the Reichstein process and modern two-step fermentation is significant. The two routes share the same starting materials and end product, but differ sharply in yield, solvent load, energy use, and environmental profile. For a B2B buyer, this difference translates directly into ingredient cost, audit readiness, and sustainability positioning.
The Reichstein process, developed by Tadeus Reichstein in 1933, was the dominant commercial route for most of the 20th century. It combines one microbial step (Gluconobacter oxydans converting sorbitol to sorbose) with several chemical steps, including acetone protection, oxidation, hydrolysis, and lactonization. Western producers such as Roche (later DSM), BASF, and Takeda operated Reichstein plants for decades. Most of these have since been closed or converted.
The two-step fermentation process was developed in China in the late 1960s and early 1970s by the Institute of Microbiology of the Chinese Academy of Sciences. Instead of three chemical steps between L-sorbose and 2-KLG, it uses a single mixed-culture fermentation, typically combining Ketogulonicigenium vulgare with a helper strain such as Bacillus megaterium. This route now accounts for the overwhelming majority of global vitamin C production and is the reason China supplies most of the world’s ascorbic acid today.
Side-by-side comparison
Yields and cost indicators are typical industry ranges drawn from published process reviews, not guaranteed specifications for any individual plant.
Practical note: if a supplier cannot clearly state which route they operate, which strains they use, and how they handle solvent residues, that is a due-diligence flag. The two routes are not interchangeable from a regulatory or sustainability standpoint, even when the final L-ascorbic acid specification is identical.

Green Extraction Methods and Natural Sources
Bulk vitamin C still comes primarily from synthesis and fermentation, but green extraction methods are gaining attention for premium concepts and sustainability-led positioning. The shift matters because buyers increasingly want a cleaner environmental story, not only a cheaper ingredient. Reviews of recent process development explicitly connect ascorbic acid production to lower-impact extraction and bio-based manufacturing trends.
The most cited modern techniques include:
- ultrasound assisted extraction,
- microwave assisted extraction,
- pressurized liquid extraction,
- and supercritical fluid extraction.
In supplier conversations, pressurized systems may also be discussed under broader high pressure extraction language. These routes are attractive because they can work under mild conditions, reduce solvent load, and improve sustainability.
A major advantage of these approaches is that they are often more environmentally friendly. Reviews note lower energy demand, lower solvent intensity, and better compatibility with sensitive matrices. This can also help preserve volatile compounds in botanical systems and improve extraction yield when process conditions are well optimized.
Extraction also opens the door to waste valorization. The literature highlights the recovery of vitamin C from byproducts generated by the food industry, which can reduce disposal pressure and support circular manufacturing. When brands want a naturally anchored narrative, they often ask about natural sources and rich sources such as citrus fruits, acerola, or camu camu.
Practical note: extraction from fruit can be commercially useful for a niche or premium story, but for most B2B launches it is still harder to beat fermentation on consistency, scale, and cost.
Forms of Vitamin C Relevant to B2B Formulation
“Ascorbic acid” is the core molecule, but in commercial formulation the choice of vitamin C form can make or break a product. pH, moisture sensitivity, oil compatibility, and cost per functional milligram all vary by form. For a B2B buyer, the right question is not only “which route produces our vitamin C?” but “which form fits our dosage form, matrix, and marketing story?”
Supplement and food-grade forms
Cosmetic-grade forms
Practical note: for most supplement launches, the decision comes down to L-ascorbic acid (cost, potency), sodium/calcium ascorbate (stomach comfort), or ascorbyl palmitate (gummies and oil systems). For cosmetics, a stable derivative like MAP or 3-O-ethyl ascorbic acid is often easier to scale than pure L-ascorbic acid, even if pure L-AA performs better in a freshly formulated serum.
Quality, Safety, and End Uses
Reliable vitamin C manufacturing depends on process discipline at every stage. No matter which route is used, the supplier should be able to control quality consistently, manage operational risks, and explain where the ingredient fits best commercially.
What Quality Control Looks Like
In vitamin C manufacturing, control begins long before the finished ingredient is packed. Fermentation-based production, in particular, requires careful management of pH, temperature, dissolved oxygen, and residence time to prevent yield losses and unwanted oxidation. The same attention to detail should continue through drying, crystallization, packaging, and stability control.
Industrial production can also generate acidic byproducts and organic residues, which makes wastewater treatment and environmental management part of overall process reliability. For B2B buyers, this is an important sign of operational maturity rather than a secondary issue.
Where Ascorbic Acid Is Used
Ascorbic acid remains commercially important because of its strong antioxidant properties and broad application range. In supplements and pharmaceuticals, it is used for immune support and iron-related positioning. In the food sector, it is widely used as antioxidant E300 to help prevent oxidation and discoloration during storage. In personal care, vitamin C is valued for antioxidant and skin-brightening applications.

The ingredient also has technical uses beyond consumer health. It can act as a reducing or leaching agent in battery-metal recovery and is also used in certain industrial applications, including photographic developer solutions and plastic manufacturing.
Related forms may also appear in formulation discussions. For example, ascorbyl palmitate and ascorbyl stearate are lipophilic vitamin C derivatives used in applications where fat-phase compatibility or a different stability profile is needed.
Our advice: a strong manufacturing partner should be able to discuss quality control, environmental management, impurity handling, and end-use fit with the same level of confidence.
Vitamin C Tablet Manufacturing Process
The vitamin C tablet manufacturing process starts with the raw ingredient, not with the tablet press. If the upstream ascorbic acid is unstable or poorly controlled, it can create downstream problems in blending, granulation, compression, coating, taste masking, and shelf-life performance. For that reason, tablet quality depends as much on ingredient quality as on tableting itself.
Control of vitamin C oxidation is especially important. Because ascorbic acid is chemically active, exposure to air, moisture, metal ions, and heat can accelerate degradation. Tablet blends also face mechanical stress, while compression applies localized heat and high pressure. In practice, stability has to be engineered into the dosage form from the start.
4 Stages That Shape Tablet Performance
- Blending: The ingredient must mix evenly with excipients to support dose uniformity.
- Granulation: Process conditions should improve flow and compressibility without damaging stability.
- Compression: Tablet hardness, friability, and dissolution all depend on how the formula behaves under pressure.
- Coating and packaging: These steps help protect the product from moisture, oxygen, and other factors that can reduce shelf life.
Practical note: in vitamin C tablets, a technically sound raw material often makes the difference between a stable product and a formulation that becomes difficult to scale.

How to Evaluate a Vitamin C Manufacturing Partner
For B2B buyers, supplier evaluation should be treated as a separate decision from dosage-form development. A good manufacturing partner should be able to explain not only how the ingredient is produced, but also how quality control in supplement manufacturing, consistency, and commercial suitability are maintained.
6 Buyer Checks Before You Approve a Supplier
Before committing to a manufacturer, ask for six things:
- A clear description of the ascorbic acid manufacturing process and whether it is based on chemical synthesis, fermentation, or extraction.
- Evidence of route-specific control points, especially around pH, temperature, oxygen concentration, and impurity handling.
- Stability data relevant to your dosage form, particularly for tablet blends and coatings.
- Documentation on batch consistency, analytical methods, and packaging choices.
- A clear explanation of how solvents, residues, cleaning procedures, and wastewater are controlled and documented.
- A realistic assessment of whether the ingredient is better suited to tablets, powders, effervescents, gummies, or multi-ingredient formulas.
That kind of due diligence helps separate a commodity seller from a true development partner. A manufacturer that understands both molecule behavior and formulation demands is much easier to scale with.
A “natural” positioning should also be assessed carefully. A synthetic vitamin route is not automatically worse than an extraction route, and synthetic vitamin C is not automatically less suitable for premium products. For most brands, the right choice depends on specification targets, cost, lead time, audit readiness, and marketing position.
For claim-heavy launches, some buyers also ask about clinical trials. In most B2B projects, clinical data are more relevant to a branded finished product than to bulk ingredient sourcing alone. At the ingredient stage, buyers usually prioritize quality systems, specifications, traceability, and formulation support first.
Why B2B Brands Source Vitamin C Through Merywood
Merywood operates as a contract manufacturer of supplements and cosmetics, which means vitamin C projects move from specification through to finished dosage form under a single program manager. For buyers evaluating suppliers, the practical capabilities below are the ones that affect project feasibility and lead time.
For buyers who have not yet committed to a form or dosage format, Merywood typically starts with a short capability call to match the commercial brief to the most suitable ingredient form, dosage, and certification set before quoting. That sequence — brief, form selection, sample, specification, quotation — avoids the most common reason vitamin C projects stall, which is re-quoting after a late change in ingredient form or claim scope.
Merywood — your trusted partner in vitamin C manufacturing

FAQ
What is the shelf life of pharmaceutical-grade ascorbic acid?
Sealed in aluminum foil bags under cool, dry conditions, bulk L-ascorbic acid typically carries a 24–36 month retest date. Once formulated into a tablet, powder blend, or liquid, shelf life is driven by moisture ingress, oxygen, and interactions with other ingredients in the matrix rather than by the raw material itself.
What is the difference between USP, EP, JP, and FCC grade ascorbic acid?
USP, EP, and JP are pharmacopeial standards for the United States, Europe, and Japan respectively. They define purity (typically ≥99%), permitted impurities, heavy metal limits, and analytical methods for pharmaceutical and supplement use. FCC (Food Chemicals Codex) is the food-grade standard used for ingredients intended as food additives. Most Chinese ascorbic acid producers can supply USP/EP/BP/JP and FCC on the same material; the grade you require depends on your target market and dossier strategy.
Is synthetic vitamin C less bioavailable than “natural” vitamin C from fruit?
No. Multiple clinical studies, including crossover studies with fruit-derived versus synthetic L-ascorbic acid, have shown the two are bioequivalent. The molecule is identical. “Natural” positioning is a valid marketing differentiator, but it is not a bioavailability advantage.
How much does ascorbic acid cost per kilogram?
Bulk USP/EP grade L-ascorbic acid from China has historically traded in the low-to-mid single-digit dollars per kilogram range FOB, but prices are cyclical and can swing significantly with feedstock costs, electricity prices, and Chinese environmental policy. Specialty forms such as ascorbyl palmitate, magnesium ascorbyl phosphate, or 3-O-ethyl ascorbic acid cost several times more than base L-AA and should be quoted per project.
Which form of vitamin C is best for tablets, gummies, and effervescents?
For direct-compression tablets, L-ascorbic acid or sodium ascorbate are the usual choices; coated granulations are common to mask taste and improve stability. For gummies, ascorbyl palmitate is often preferred because plain L-AA is water-sensitive and can degrade in the sugar-water matrix. For effervescents, sodium ascorbate is standard because the neutral pH pairs cleanly with the acid-carbonate reaction.
Can I source non-GMO, kosher, and halal vitamin C?
Yes. Fermentation-based vitamin C uses glucose or sorbitol typically derived from corn or wheat starch, and non-GMO status depends on feedstock traceability. Major suppliers can provide Kosher, Halal, non-GMO Project, and allergen-free documentation on request, although lead times and MOQs for certified material may differ from standard grades.
Why is vitamin C often coated in tablet formulations?
Coating serves several purposes at once: it masks the tart acidic taste, physically separates L-ascorbic acid from moisture and oxygen during storage, prevents reaction with sensitive co-ingredients such as minerals or B-vitamins, and can provide controlled release where required. HPMC-based aqueous film coating is the most common approach for supplement tablets.
What certifications should I require from a vitamin C manufacturing partner?
At minimum: cGMP for the production site, ISO 9001 for quality management, and food safety certification such as ISO 22000, FSSC 22000, or HACCP. For US market entry, an FDA-registered facility is expected. For EU, compliance with applicable GMP annexes is expected. Depending on positioning, add Kosher, Halal, non-GMO Project, Informed Sport, or NSF certification as required.
Sources and Further Reading
This article is based on peer-reviewed research, regulatory materials, and authoritative health sources:
- NIH Office of Dietary Supplements. Vitamin C: Fact Sheet for Health Professionals. Good reference for core physiological functions of vitamin C, including its role in collagen synthesis, antioxidant activity, immune function, iron absorption, and deficiency.
- Zhang Q., Lyu S. Microbial Interactions in a Vitamin C Industrial Fermentation System: Novel Insights and Perspectives. Applied and Environmental Microbiology, 2022. Useful for the sections on industrial fermentation, 2-KLG, and the current two-step fermentation model used in vitamin C production.
- Dulf F.V. et al. Strain Development, Substrate Utilization, and Downstream Purification of Vitamin C. Processes, 2022. Helpful for explaining the Reichstein process, two-step fermentation, glucose / sorbitol feedstocks, and industrial process development.
- Susa F., Pisano R. Advances in Ascorbic Acid (Vitamin C) Manufacturing: Green Extraction Techniques from Natural Sources. Processes, 2023. Strong supporting source for green extraction methods such as ultrasound-assisted extraction, microwave-assisted extraction, pressurized liquid extraction, and supercritical fluid extraction.
- EUR-Lex. Commission Regulation (EU) 2022/1923. Useful as an official regulatory source confirming the use of ascorbic acid as food additive E300 in the EU framework.
- Li J. et al. Leaching of cathode materials from spent lithium-ion batteries by using a mixture of ascorbic acid and HNO3. Hydrometallurgy, 2021. Supports the note that ascorbic acid also has technical applications beyond supplements, food, and cosmetics.